
Heute sprechen wir über eines der Spritzgießen Fallstudien : den Prozess von der Idee zur Realität.
Ein polnischer Hersteller von Kunststoffspritzguss möchte Kosten und Investitionen in den Produktionsprozess senken, doch seine Zulieferer sind angesichts steigender Produkt- und Materialkosten nicht in der Lage, eigene Ideen einzubringen. Die schwierige Situation zwingt sie dazu, neue Partner zu finden, die umfassende Lösungen und ein Team von Leistungsanalyse-Ingenieuren anbieten können.
1. Das Unternehmen nutzt ERP-Systeme intern, um die kohärente Zusammenarbeit der transparenten Führung und Kontrolle zu realisieren.Verbindungen zwischen dem gesamten Produkt.
2. Stellen Sie die Reaktionsgeschwindigkeit jedes Dienstes sicher. Jedes Mitglied wurde professionell geschult und kann schnell auf die Bedürfnisse der Spritzgießen Fertigungsgüte Kunden reagieren.
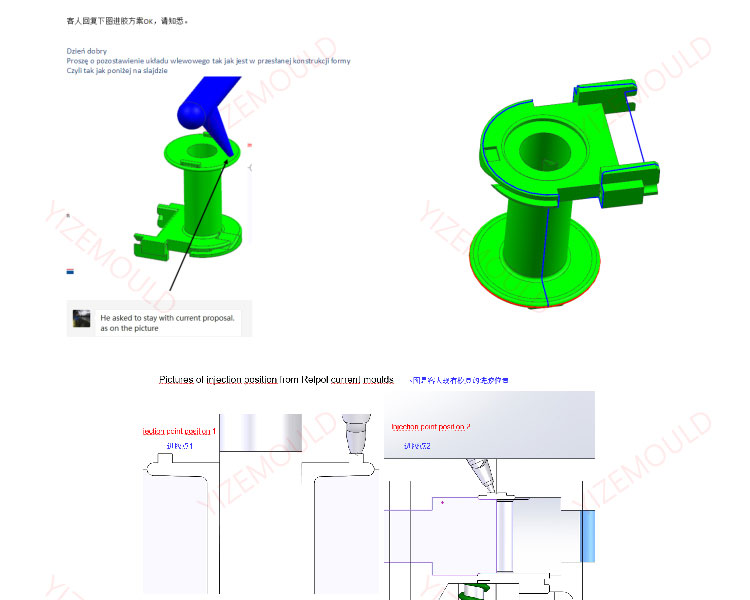
Unsere erste Zusammenarbeit betrifft das Spritzgießen Fallstudien Aufgerollte Kunststoffprodukte. Darunter sind die Probleme, auf die wir gestoßen sind, eine Beschreibung wert: "Muss die Position des Produkteinlaufs geändert werden?" für die Anforderungen des Kunden.
Nachdem der Ingenieur den vorhandenen Klebepunkt analysiert hat, wird der ursprüngliche Klebepunktverschluss geschnitten. Nach Diskussion glauben wir, dass die beste Lösung für den Leimeinlauf des Produkts die dickste Position ist, die schließlich vom Kunden erkannt wird Unser Plan.
Spritzgießen Fallstudien:Aufgerollte Kunststoffprodukte-Spritzkunststoff-Produktinformationen wie folgt:
Das Material ist die wahre Farbe von PBT+30#GF.
Auf Kundenwunsch liefert unsere Firma eine von acht Formen Meanwhite die Schrumpfrate: 0,6%
1. Die Teilestruktur wird gewaltsam ausgeworfen, die Dicke des Hülsenauswurfs beträgt nur 1,65 mm.
2. Um sicherzustellen, dass die Abkühlzeit 12 Sekunden beträgt, empfehlen wir die Verwendung von Fingerhutlegierungs-Kupfermaterial (HRC38-42). Der Kunde ist jedoch anderer Meinung. Am Ende sollte die innere Nadel des Legierungskupfermaterials HRC38-42 und die Härte der Formteile HRC58-60 sein.
3. Spritzgießen Die Oberflächenbeschaffenheit: Die Politur des Hohlraums und des Kerns ist SPI-B3
Von der Großserien- bis zur Kleinserienfertigung im Kunststoffspritzguss unterstützen wir Sie während Ihres gesamten Spritzgießen Projekts!!
